![]()
Production process chains, Micro-deep-drawing
No product is produced in one working step. There always exists process
chains – whether in the product development or in the mass production.
The interaction in such process chains requires a fundamental understanding
of the engaged processes, as well as the boundary conditions and interfaces.
A process chain consists of a starting point, the single processes, the
interactions between processes and the product. Thereby the interactions
have a particular, often underestimated importance.
Horizontal and vertical process chains can be distinguished. A process
chain starting from the raw material to the end product may be understood
as a horizontal process chain. Whereas, the procedure from the conception
to the product may be understood as a vertical process chain. This process
chain contains different processes than the horizontal one. Next to construction
and FEM-modelling, the prototyping, especially the rapid tooling plays
a predominant role.
Obtaining the long term aim, the improvement of the process chains, queries
about the quality management and the optimisation need to be answered.
The properties of the incoming product determine the process efficiency
and consequently the results. Looking at the micro-deep drawing process
for example Figure 1, the dependency of the results,
e.g. the maximum drawing ratio, as well as the incoming product on the
process, is obvious. Depending on the material a reduction or a rise of
the attainable limit deep drawing limit occurs at the transition of the
deep-drawing to the stretch-forming.
Bild 1:
Grenzziehverhältnisse bei unterschiedlichen Stempelgeometrien und
Werkstoffen
DMicro-deep-drawing works in the same way as macro-deep-drawing,
where a punch draws the blank into the draw ring and the blank holder
presses against the flange area of the blank and prevents thereby wrinkling
but still allows the material to flow in this area, Figure 2.
The punch diameter can be down to 0.5 mm and the sheet thickness down
to 20 µm for micro-deep-drawing processes. If the process parameters
of micro-deep-drawing and macro-deep-drawing are compared, then scaling
effects can be determined. This is especially interesting for tribological
effects, because friction is increasing, if geometrical parameters are
scaled down. Figure 3 shows a deep-drawn micro-cup from
aluminium.
Bild 2:
Prinzipskizze des Tiefziehens
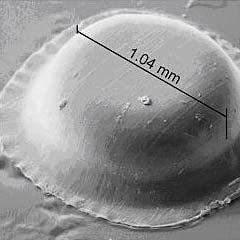
Bild 3:
Deep-drawn micro-cup, punch
diameter 1 mm, sheet thickness 20 µm,
drawing ratio 1.8